ストレーナー設計の勘所|メッシュ番手と材質の選び方
ストレーナーやフィルターを設計するとき、「メッシュは何番手にすればよいのか」「どの材質を選べば失敗しないのか」で手が止まった経験はないでしょうか。ストレーナーのメッシュ番手は、番手の数字だけを指定しても狙いどおりのメッシュ性能になるとは限りません。
本記事では、メッシュ番手と目開きの関係、用途別の推奨番手、金属メッシュと樹脂メッシュの材質選定、公差の考え方、織金網とエッチングメッシュの使い分けまでを、設計者・調達担当の方が発注前に押さえておきたい順序で整理して解説します。
1983年創業・フォトエッチング加工歴27年の代表が、金属メッシュ・樹脂メッシュの加工からメッシュインサート成形までを手がけてきた現場の知見をもとにお伝えします。フォトエッチングの基本工程はフォトエッチングの基礎解説コラムもあわせてご覧ください。
■ お急ぎの方へ
ストレーナー・フィルター用メッシュの番手選定や材質のご相談、概算見積りは、お問い合わせフォームまたは下記までお気軽にどうぞ。図面前のラフな相談・試作1個からのご相談も承っています。
TEL: 04-7133-0551(平日 8:30〜17:30 / 土日・祝定休)
ストレーナーとフィルターの違いと、選定でつまずく理由
ストレーナーとフィルターは、どちらも流体中の異物を取り除く部品ですが、果たす役割には違いがあります。設計の出発点として、まずこの違いを整理しておきます。
ストレーナーとフィルターはどう違うのか
ストレーナーは、砂・スケール(配管内に生じる固着物)・摩耗粉といった比較的粗い固形物を捕らえ、ポンプ・バルブ・流量計などの機器を保護することを主目的とした部品です。Y型ストレーナーやバスケット型ストレーナーが代表例で、配管の上流側に組み込まれます。
一方フィルターは、より微細な粒子を捕集し、流体そのものの清浄度を高めることを目的とします。両者の境界は明確ではありませんが、「機器を守るための粗めの捕集=ストレーナー寄り」「流体を清浄にするための細かい捕集=フィルター寄り」と捉えると、必要なメッシュ番手のレンジを判断しやすくなります。当社では、ストレーナー向けの粗いメッシュからフィルター向けの微細メッシュまで、メッシュ加工販売ページに掲げる範囲で幅広く対応しています。
メッシュ選定でつまずく3つのポイント
ストレーナー・フィルターのメッシュ選定でつまずきやすいのは、次の3点です。
- 番手だけを指定して目開きを確認しない — 同じ番手でも線径が変われば目開き(網目の開き寸法)は変わります。捕集したい異物の大きさは目開きで決まります
- 細かくしすぎて圧力損失や目詰まりを招く — 番手を上げるほど開口率が下がり、流れにくく詰まりやすくなります。捕集性能と通流性能はトレードオフです
- 流体・温度・薬品との相性で材質を外す — 耐食性や耐薬品性を考えずに材質を決めると、短期間で腐食・劣化が起こります
逆にいえば、この3点(番手と目開き/圧損と開口率/材質)を順に押さえれば、ストレーナー設計の大きな失敗はほぼ防げます。以下、それぞれを具体的に見ていきます。
メッシュ番手と目開きの基礎知識|「番手」だけで決めない
メッシュ選定でもっとも重要なのが、「番手」と「目開き」の関係を正しく理解することです。ここを曖昧にしたまま発注すると、想定と異なる捕集性能の網が届くことになります。
メッシュ番手とは
メッシュ番手とは、1インチ(25.4mm)の長さあたりに何本の線(または何個の網目)が並んでいるかを示す数値です。100メッシュなら25.4mmの中に100個の網目がある状態を指します。番手が大きいほど網目は細かくなります。
注意したいのは、番手はあくまで「網目の数」であって「網目の開き寸法」ではないという点です。捕集できる異物の大きさを左右するのは、後述する目開きの方です。
目開きは「番手」と「線径」で決まる
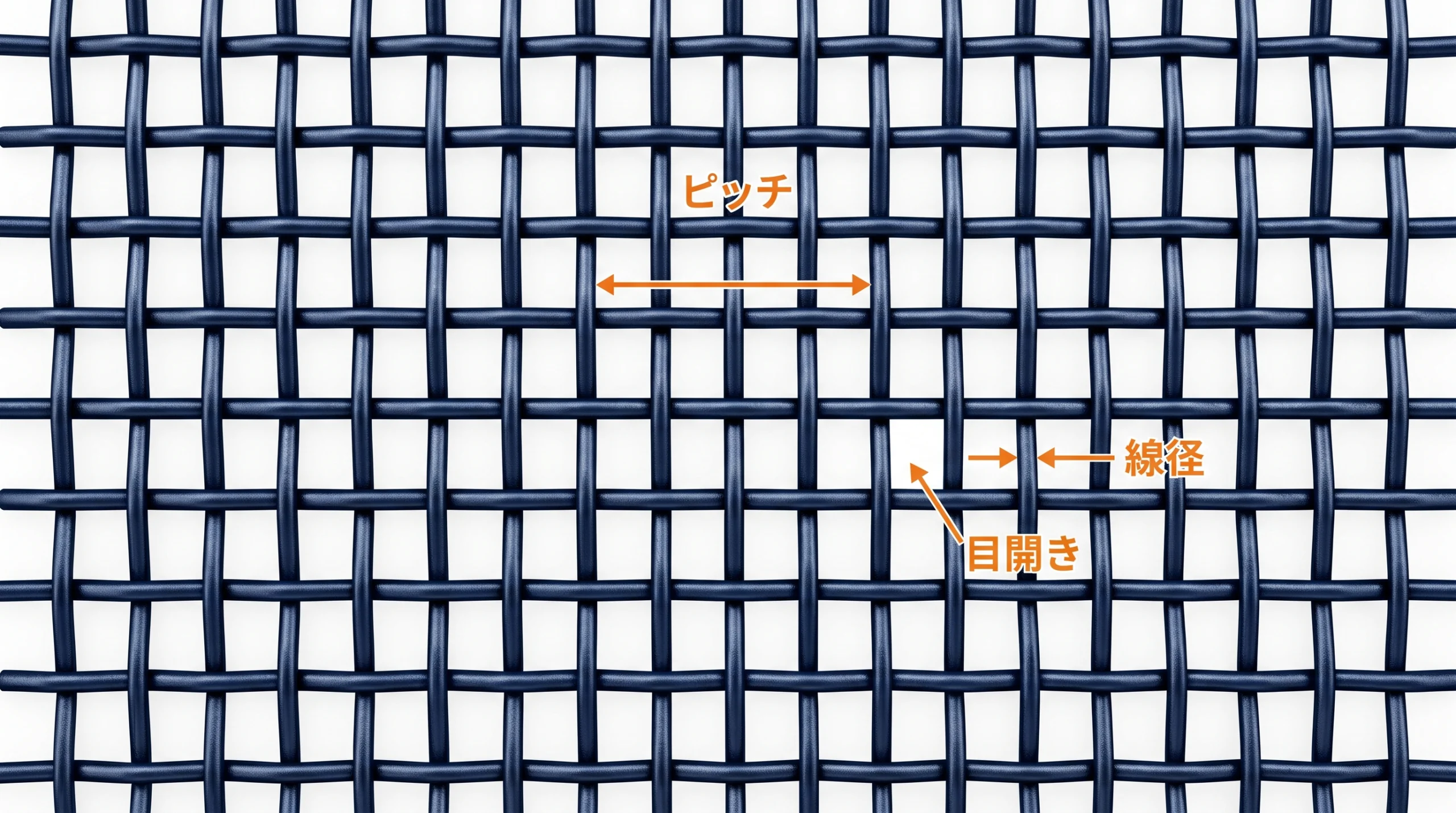
目開き(網目の一辺の開き寸法)は、次の式で求められます。
- ピッチ(mm)= 25.4 ÷ メッシュ番手
- 目開き(mm)= ピッチ − 線径
- 開口率(%)=(目開き ÷ ピッチ)² × 100
つまり、同じ100メッシュでも、線径が太ければ目開きは小さく、細ければ大きくなります。番手が同じでも線径違いで目開きが2〜3割変わることは珍しくありません。発注時は「番手」だけでなく「線径」または「目開き」をセットで指定することが、設計意図どおりの網を得るための前提になります。
メッシュ番手・目開き早見表(20〜500メッシュ)
標準的な平織金網(SUS製)を例に、番手ごとの代表値を一覧にしました。線径は標準品の代表値であり、実際の網によって変動するため、最終的には上記の式または金網メーカーの規格表でご確認ください。
| メッシュ番手 | ピッチ | 代表線径 | 目開きの目安 | 主な捕集対象 |
|---|---|---|---|---|
| 20メッシュ | 1.27mm | 0.50mm | 約0.77mm | 大きめのごみ・砂利 |
| 30メッシュ | 0.85mm | 0.29mm | 約0.56mm | 粗い砂・大きな粉体 |
| 40メッシュ | 0.64mm | 0.22mm | 約0.42mm | 砂・スケール |
| 50メッシュ | 0.51mm | 0.18mm | 約0.33mm | 砂・粗い異物 |
| 60メッシュ | 0.42mm | 0.15mm | 約0.27mm | 水まわりの異物全般 |
| 80メッシュ | 0.32mm | 0.12mm | 約0.20mm | 細かい砂・茶葉 |
| 100メッシュ | 0.25mm | 0.10mm | 約0.15mm | 微細な固形物 |
| 120メッシュ | 0.21mm | 0.08mm | 約0.13mm | 微粉・コンタミ |
| 150メッシュ | 0.17mm | 0.065mm | 約0.10mm | 微粉・摩耗粉 |
| 200メッシュ | 0.13mm | 0.05mm | 約0.077mm | オイル中の微粒子 |
| 250メッシュ | 0.10mm | 0.04mm | 約0.062mm | 微粒子の精密ろ過 |
| 300メッシュ | 0.085mm | 0.035mm | 約0.050mm | 微粒子の精密ろ過 |
| 400メッシュ | 0.064mm | 0.025mm | 約0.038mm | 超微粒子 |
| 500メッシュ | 0.051mm | 0.025mm | 約0.026mm | 超微粒子 |
当社が扱うメッシュは、SUS製でおおむね20〜230メッシュ、樹脂製で30〜300メッシュ程度が中心です。標準的なメッシュは在庫を持たず案件ごとに手配する運用のため、必要な番手・線径を図面でご指定いただければ、ストレーナー用途に合った網を選定してご提案します。取り扱い番手やメッシュ加工の詳細はメッシュ加工販売ページでも紹介しています。
用途別に見るストレーナーの推奨メッシュ番手
適切なメッシュ番手は用途によって変わります。ここでは、当社で引き合いの多い用途を中心に、よく指定される番手の傾向を整理します。あくまで実務上の目安であり、実際の仕様は捕集対象や圧損の許容範囲に応じて調整してください。
オイル・作動油のストレーナー
自動車や産業機械の作動油・潤滑油ラインでは、摩耗粉や混入コンタミの除去が目的になります。当社の引き合いでは150〜200メッシュ前後、なかでも180メッシュ前後を指定されるケースが中心です。目開きでいえば0.08〜0.10mm程度で、機器を保護しつつ油の流れを過度に妨げないバランスが取りやすい領域です。
食品・粉体のふるい分け
ふるい機やコーヒー・茶葉などの食品分野では、異物除去と粒度の分級の両方の用途があります。当社の実績では30〜225メッシュと幅が広く、捕りたい粒の大きさによって番手を選び分けます。食品分野では衛生面から材質選定も重要になるため、後述の材質選定とあわせて検討してください。
水・上下水道のストレーナー
水まわりのストレーナーでは、砂・スケール・配管由来の異物の除去が中心です。当社の引き合いでは60〜120メッシュが多く、目開き0.13〜0.27mm程度のレンジになります。水は流量を確保したい用途が多いため、細かくしすぎて圧損や目詰まりを招かないよう、開口率とのバランスで番手を決めます。
ガス・薬液など微細ろ過が求められる用途
半導体や燃料電池まわりのガス用、薬液・化学プラント用では、より微細な番手が求められる傾向があります。200メッシュを超える微細・超微細領域では、後述するエッチングメッシュの方が安定して製作できる場合があります。薬液用途では番手以上に耐薬品性が重要になるため、材質選定を優先して検討します。
| 用途 | よく選ばれる番手 | 目開きの目安 | 選定のねらい |
|---|---|---|---|
| オイル・作動油 | 150〜200メッシュ(実績は180前後が中心) | 約0.08〜0.10mm | 摩耗粉・コンタミ除去と通油性の両立 |
| 食品・粉体ふるい | 70〜225メッシュ | 約0.06〜0.23mm | 異物除去と粒度分級 |
| 水・上下水道 | 60〜120メッシュ | 約0.13〜0.27mm | 砂・スケール除去と流量確保 |
| ガス・微細ろ過 | 200メッシュ以上 | 約0.04〜0.08mm | 微粒子の捕集 |
| 薬液・化学プラント | 用途により幅広い | — | 番手より耐薬品性(材質)を優先 |
■ ご相談ください
「この流体・この異物なら何番手が適切か」「圧損と捕集性能のどちらを優先すべきか」といった番手選定のご相談は、用途と流体条件をお知らせいただければ、現実的な落としどころを一緒に検討します。お問い合わせはこちらのフォームからどうぞ。
ストレーナーの材質選定|金属メッシュと樹脂メッシュ
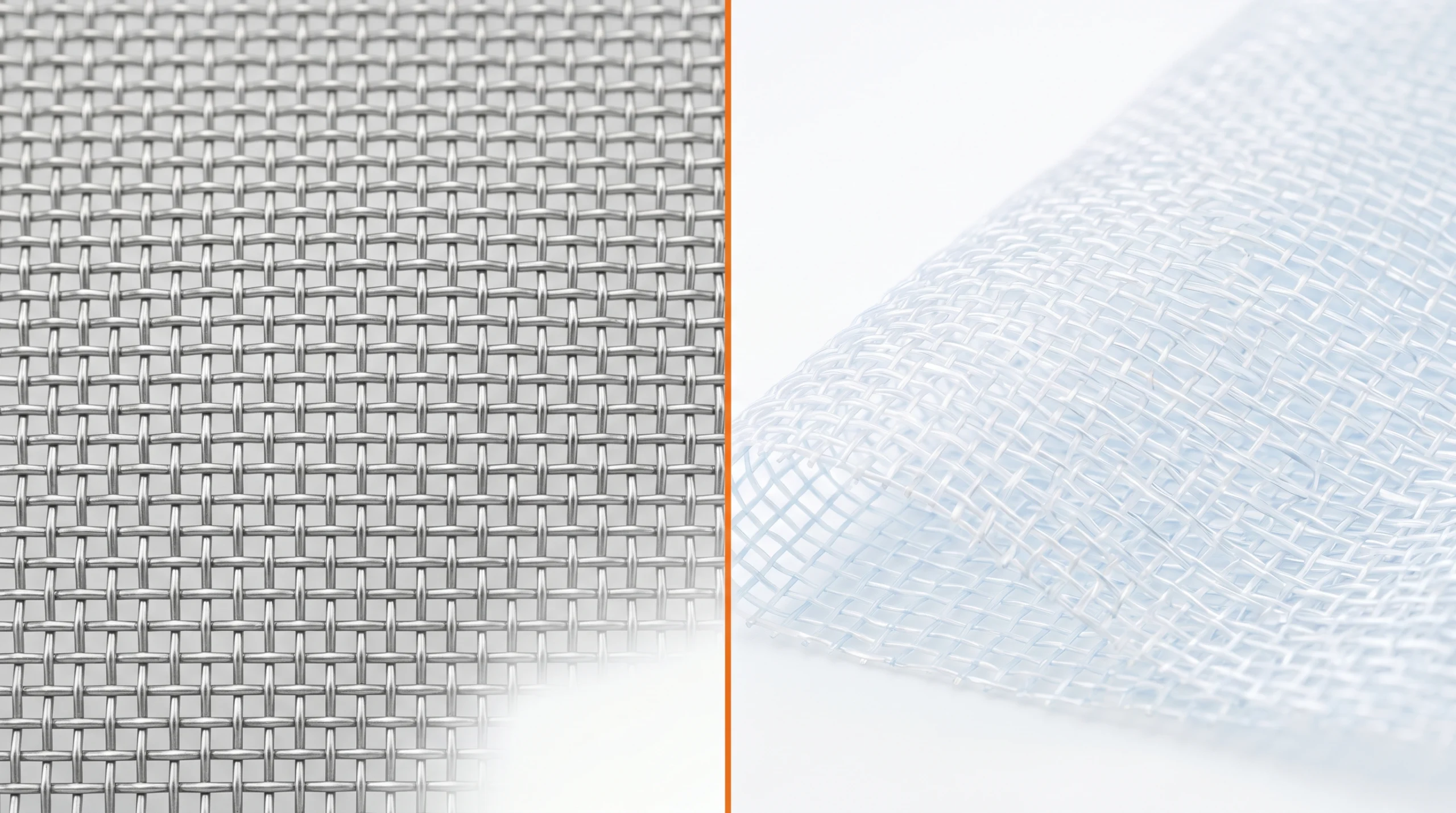
メッシュ番手と並んで重要なのが材質選定です。ストレーナーのメッシュには大きく金属メッシュと樹脂メッシュがあり、流体・温度・薬品・コストの条件で選び分けます。
金属メッシュ(SUS304・SUS316ほか)
金属メッシュの主力はステンレス(SUS)です。SUS304は耐食性・強度・コストのバランスがよく、オイルや水まわりの一般的なストレーナーに広く使われます。塩素や酸を含む薬液、海水まわりなど、より厳しい腐食環境にはSUS316が適しています。SUS316はモリブデンを含み、孔食(局部的に進行する腐食)に強い点が特長です。
このほか、用途に応じて銅・真鍮といった非鉄金属のメッシュも使われます。金属メッシュは耐熱性が高く、強度が必要な用途や高温流体に向いています。
樹脂メッシュ(ポリエステル・ナイロン・PP)
樹脂メッシュは、金属では対応しにくい耐薬品性や軽量性が求められる場面で活きます。代表的な材質は次の通りです。
- ポリエステル(PET) — 寸法安定性が高く、食品のふるい分けや一般的なろ過に広く使われる汎用樹脂メッシュ
- ナイロン(PA) — 耐摩耗性・耐衝撃性に優れ、粉体や摩耗を伴う環境に向く
- ポリプロピレン(PP) — 耐薬品性が高く軽量。酸・アルカリを扱う薬液用途や洗浄用途に適する
材質選定マトリクス
金属メッシュ・樹脂メッシュの代表材質を、特性と向く用途で整理すると次のようになります。
| 材質 | 区分 | 主な特性 | 向く用途 |
|---|---|---|---|
| SUS304 | 金属 | 耐食性・強度・コストのバランス | オイル・水・一般的なストレーナー |
| SUS316 | 金属 | 耐薬品性・耐孔食性 | 薬液・海水・食品分野 |
| ポリエステル(PET) | 樹脂 | 寸法安定性・汎用性 | 食品ふるい・一般ろ過 |
| ナイロン(PA) | 樹脂 | 耐摩耗性・耐衝撃性 | 粉体・摩耗を伴う環境 |
| ポリプロピレン(PP) | 樹脂 | 耐薬品性・軽量・低コスト | 薬液・洗浄用途 |
在庫の考え方と取り寄せ納期
メッシュ材は線径・番手・スリット幅などの組み合わせが多岐にわたるため、当社では在庫する運用は行っていません。そのうえで、各メーカーに在庫がある材質・番手であれば数日程度で入荷でき、案件ごとに必要な仕様を手配しています。樹脂と一体化するメッシュインサート成形の場合は、金型の製作有無によって納期が変わります。
対応可能な材質・板厚・番手の範囲は対応スペック・素材ページに整理しています。標準的なレンジから外れる仕様についても、内容にもよりますがまずはご相談を承っています。
メッシュの公差と寸法精度の決め方
ストレーナー部品では、メッシュそのものの目開きだけでなく、枠の外形や取り付け穴の位置、形成する開口寸法など、いくつかの箇所で公差が問題になります。どこに精度が必要かを切り分けることが、過剰仕様によるコスト増を防ぐポイントです。
公差はどこで効くか(エッチングメッシュと織物)
織網そのものの目開きは、網の規格(等級)で管理される値であり、図面で任意の公差を後から指定する性質のものではありません。一方、フォトエッチングで製作するエッチングメッシュは、開口の寸法や形状を図面の公差で管理できます。設計者が「公差を厳しく指定したい」と考える箇所の多くは、実は枠の外形・取り付け穴位置・開口寸法のいずれかです。まずこの切り分けを行うと、必要な精度と不要な精度がはっきりします。
当社の公差の実力値
当社の寸法精度の目安は、一般的な発注でフォトエッチングで標準±0.05mm程度です。フォトエッチングで製作するエッチングメッシュの場合、板厚0.1mm以下であれば±0.02mm程度まで対応できることもありますが、開口のパターンによって条件は変わります。
厳しい公差を要求される場合は、エッチングメッシュでは試作を行って実力値を見極めたうえで量産仕様を固める進め方が確実です。図面段階でご相談いただければ、どの箇所にどこまでの精度が必要かを整理し、加工しやすく品質の安定する仕様を一緒に検討します。当社の検査体制や対応範囲は対応スペック・素材ページもあわせてご覧ください。
織物メッシュとエッチングメッシュの使い分け
メッシュには、線を織って作る織網と、金属板をフォトエッチングで溶解して網状に加工するエッチングメッシュがあります。「どちらが得か」は設計者がよく悩むポイントですが、判断の軸を持っておくと選びやすくなります。
織網が向くケース
織網は、標準的な番手の網を大きな面積で使う用途や、量産でコストを重視する用途に向いています。高番手の標準品も流通が豊富で、一般的なストレーナー・フィルターの大半は織網で構成できます。エッチングメッシュと比べて、標準仕様であればコスト面で有利です。
エッチングメッシュが向くケース
一方、フォトエッチングで作るエッチングメッシュは、次のような場面で強みを発揮します。
- 粗いメッシュでホツレを避けたいとき — 粗い番手の織金網は、切断・加工時に線がほつれやすく端末処理に手間がかかります。エッチングメッシュは金属板から一体で加工するためほつれがなく、エッジに凹凸が出ません
- 任意形状・異形の開口が必要なとき — 織網の開口は正方形が基本ですが、エッチングメッシュは丸・スリット・異形など開口形状を自由に設計できます
- 枠や異形外形と一体で加工したいとき — メッシュ部と枠を一括でエッチングでき、別部品を組み合わせる工程を省けます
- 小ロット・試作のとき — 金型が不要で、フォトマスクの製作だけで加工に入れるため、少量からでも対応しやすい加工方法です
当社では、SUSメッシュで20メッシュより粗い領域は、ほつれの問題からエッチングメッシュでの対応をおすすめしています。フォトエッチングの加工原理はフォトエッチングの技術ページで解説しています。
「ロット」より「メッシュ寸法」で考える
使い分けの分岐点は、ロット数だけでは決まりません。実務上は「1個の部品に使うメッシュの大きさ」が大きな判断材料になります。大判の標準番手の網を使うなら織金網が有利ですが、小さく異形で、粗い番手や枠一体が必要なら、小ロットでなくてもエッチングメッシュにメリットが出ます。
| 判断の観点 | 織網 | エッチングメッシュ |
|---|---|---|
| 粗い番手(20メッシュ以下) | ほつれが出やすい | ◎ ほつれなし・端末処理不要 |
| 高番手・微細領域 | ◎ 標準品が豊富 | ○ 対応可だがコスト高 |
| 開口形状の自由度 | 正方形が基本 | ◎ 異形・スリットも可 |
| 枠・異形外形との一体化 | 別工程が必要 | ◎ 一括加工が可能 |
| 標準番手の量産コスト | ◎ 有利 | 高くなりやすい |
| 小ロット・試作 | 網の調達ロットに制約 | ◎ マスクのみで少量対応可 |
当社は織網の二次加工とエッチングメッシュの製作の両方を手がけているため、どちらか一方に誘導することなく、用途に応じて中立的に選定をご提案できます。
メッシュ加工からインサート成形までを一括する選択肢
ストレーナー・フィルター部品は、メッシュ単体で完結することは少なく、枠への取り付けや樹脂部品との一体化を伴うことが一般的です。ここを別々の工程に分けると、コストと納期、そして品質リスクが増えます。
メッシュ単体の加工
当社では、金属メッシュのロール加工・抜き加工、樹脂メッシュの溶着加工・抜き加工に対応しています。指定の番手・形状にメッシュを加工する単体加工のみのご依頼も承っており、設計者側で枠や成形を別途手配されるケースにも柔軟に対応します。
メッシュインサート成形という解決策
メッシュインサート成形とは、メッシュを金型内にセットした状態で樹脂を射出成形し、メッシュと樹脂枠を一体化する加工方法です。ストレーナーやフィルターを「メッシュ+樹脂枠」の一体部品として作りたい場合に有効で、組み立て工程を省けるうえ、メッシュのずれや脱落のリスクを抑えられます。横型成形機でインサートが難しい形状は、縦型成形機での対応も可能です。詳しくはメッシュインサート成形のページをご覧ください。
加工事例|他社で断られた案件への対応
メッシュ加工からインサート成形までを一括で行えることが、他社で断られた案件の解決につながった事例を2件ご紹介します(お客様情報は伏せた汎用形でまとめています)。
事例1:エアフィルター向け樹脂ハイメッシュのインサート成形
ポリエステルメッシュとポリアセタール樹脂を組み合わせた、エアフィルター用のインサート成形品(約1,000個)です。当初は「ハイメッシュのため樹脂との密着が悪い」という理由で他社では対応が難しい案件でした。当社では、インサート成形に入る前にメッシュ側へ加工を施すことで密着性を確保し、一体部品として安定して量産できる状態に仕上げました。
事例2:貴石リサイクル業者向けの洗浄用ザル
取り出した石を洗浄するためのザル状部品で、PPメッシュとPP樹脂の組み合わせ、ロットは約100個でした。「ロットが少なすぎる」という理由で他社では断られていた案件です。当社では、小ロットの場合は単価が上がる点を正直にお伝えしたうえで、少量でも加工をお引き受けしました。
このように、メッシュの加工と樹脂との一体化を一貫して手がけられることが、密着不良や小ロットといった課題への対応力につながっています。これまでの加工事例は加工事例一覧ページで、半導体・電子部品分野の薄板加工は電子部品のフォトエッチングコラムでもご覧いただけます。

発注前のチェックリストとよくある失敗例
最後に、ストレーナー・フィルター用メッシュを発注する前に確認しておきたい項目と、現場で実際に起こりやすい失敗例を整理します。
発注前チェックリスト
- メッシュ番手だけでなく「目開き」と「開口率」、または「線径」を併記しているか
- 流体の種類・温度・圧力・接触する薬品を整理しているか
- 材質(金属/樹脂、SUS304/SUS316/PET/PPなど)を流体条件から選定しているか
- メッシュの板厚・線径を指定しているか
- 枠の有無・外形寸法・取り付け方法を決めているか
- 二次加工(曲げ・溶着・インサート成形・組立)の要否を整理しているか
- ロット数と試作の要否を想定しているか
- 公差の要求値と、それが必要な箇所(枠・穴・開口)を切り分けているか
よくある失敗例3つ
失敗例1:番手だけで指定してしまう
「100メッシュで」とだけ指定すると、線径違いで目開きが想定と変わり、捕集性能がずれます。目開きまたは線径を必ずセットで指定しましょう。
失敗例2:細かくしすぎて圧損・目詰まりを招く
「念のため細かく」と番手を上げすぎると、開口率が下がって流れにくくなり、目詰まりも早まります。捕集したい異物の大きさに対して過剰でない番手を選ぶことが大切です。
失敗例3:粗いメッシュを織網のまま使う
粗い番手の織網は加工時にほつれが出やすく、端末処理に手間とコストがかかります。粗いメッシュではエッチングメッシュへの置き換えを検討すると、品質と工数の両面で有利になることがあります。
ストレーナー設計でよくいただくご質問はよくあるご質問ページでも公開しています。番手・材質・公差・加工方法のどれについても、図面が固まる前のラフな段階からご相談いただけます。
■ お問い合わせ
ストレーナー・フィルター用メッシュの設計と加工のことなら、有限会社ソメヤにお任せください。
メッシュ番手・材質の選定から、織網の二次加工、エッチングメッシュの製作、メッシュインサート成形までを一貫してご提案します。試作1個・図面前のご相談から承っています。
お問い合わせフォームはこちら / お電話: 04-7133-0551(平日 8:30〜17:30 / 土日・祝定休)