フォトエッチングとは|仕組み・加工事例・対応材質を徹底解説
フォトエッチング加工を依頼したいけれど、何が得意で何が苦手なのか、自社の部品に本当に向いているのか判断しづらい——そう感じている設計者や調達担当の方は多いのではないでしょうか。
本記事では、フォトエッチングの基本的な仕組みから、工程、メリット・デメリット、対応可能な材質・板厚、そして実際の加工事例までを体系的に整理します。プレス加工やレーザー加工との違いも比較表でわかりやすくまとめました。
フォトエッチング加工を1983年から手がけ、年間100社以上と取引実績を持つ当社の代表が、現場で蓄積してきた知見をもとに解説します。試作1個・個人発注・小ロット多品種への対応など、「他社で断られた」というご相談を多くいただく加工方法でもあります。フォトエッチングの活用を検討されている方は、ぜひ最後までご覧ください。
■ お急ぎの方へ
フォトエッチング加工のご相談・概算見積りは、お問い合わせフォームまたは下記までお気軽にどうぞ。
TEL: 04-7133-0551(平日 8:30〜17:30 / 土日・祝定休)
フォトエッチングとは|薄板の精密加工を実現する化学的加工法
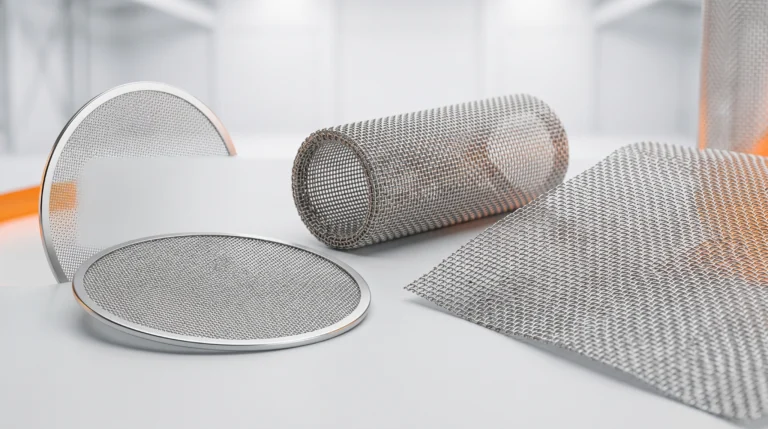
フォトエッチングとは、感光性の樹脂(フォトレジスト)と化学薬液を使って金属板を溶かし、図面通りの形状を切り出す精密加工方法です。フォトエッチングは「写真の現像技術」と「化学的な腐食」を組み合わせた手法であり、機械的な切削や打ち抜きを行わないため、薄板に対しても応力をかけずに加工できる点が大きな特徴といえます。
身近なところでは、カミソリの刃、電子部品のリードフレーム、ステンレス製のしおりや装飾板、医療機器の細かなメッシュ部品など、薄くて複雑な形状の金属部品の多くにフォトエッチング加工が使われています。
フォトエッチングが薄板加工に強い理由
フォトエッチングは、刃物や金型を使わず化学反応で材料を溶かす加工方法のため、以下のような特徴があります。
- 応力ゼロでの加工 — 機械的な力がかからないため、極薄材でも歪みや反りが発生しにくい
- バリの発生が少ない — 切削や打ち抜きと違い、エッジが化学的に整うため、追加のバリ取り工程を省略できるケースが多い
- 材料特性を損なわない — 加工熱が発生しないため、金属の磁気特性や機械的性質を維持しやすい
- 複雑形状にも一発で対応 — 細かな穴や入り組んだ抜き形状も、図面1枚から同時に加工できる
フォトエッチング加工そのものの詳しい技術内容は、フォトエッチングの技術ページでも紹介しています。あわせてご覧ください。
フォトエッチングの仕組みと加工工程
フォトエッチング加工は、フォトリソグラフィ(写真製版)の原理を金属加工に応用したものです。感光性樹脂を金属表面に塗布し、フィルムマスクを通して紫外線を露光することで、レジストの硬化部分と未硬化部分を作り分け、未硬化部分のみエッチング液で溶解します。
標準的な加工フロー
当社で行っているフォトエッチング加工の基本的な工程は、次のように進みます。
Step 1. 材料の脱脂・洗浄 — 板材表面の油分・酸化膜を除去し、レジストの密着性を高める
Step 2. フォトレジストのラミネート — 板材の両面に感光性樹脂を均一に貼り合わせる
Step 3. 露光 — 図面データから作成したフィルムマスクを当て、紫外線でレジストを硬化させる
Step 4. 現像 — 未露光部分のレジストを薬液で除去し、金属面を露出させる
Step 5. エッチング — エッチング液(塩化第二鉄など)で露出部分を溶解し、図面通りの形状に切り出す
Step 6. レジスト剥離・洗浄 — 残ったレジストを完全に除去し、製品を洗浄する
Step 7. 検査・後加工 — 寸法・外観を検査し、必要に応じて曲げ・色入れ・印刷・メッキ・組立を行う

図面データから加工までの流れ
お客様から受領した図面データ(DXFやPDFなど)をもとに、まずフィルムマスクを設計します。フォトエッチングでは「マスクの精度=製品の精度」と言ってよいほどマスクが重要であり、ここに加工メーカーのノウハウが大きく反映されます。当社で扱う設備の概要は設備情報ページに掲載しています。
マスク完成後は、上記の標準フローに沿って加工が進みます。材料在庫がある場合は、最短で1週間程度のご納品が可能なケースもあり、内容によってはさらに短縮もご相談いただけます。
フォトエッチングのメリットとデメリット
フォトエッチングは万能な加工方法ではありません。プレスやレーザーと比較した上で、向いている部品と向いていない部品があります。ここでは、フォトエッチングを採用する際の判断材料となるメリット・デメリットを整理します。
フォトエッチングの主なメリット
- 応力ゼロでの加工 — 0.005mmクラスの極薄箔から1.0mmまでの薄板を、変形なく切り出せる
- 金型不要 — 図面さえあれば加工可能で、形状変更にも図面差し替えのみで対応できる
- 試作1個から対応可能 — 小ロット・多品種に強く、試作の繰り返しにも適している
- 複雑形状の同時加工 — 微細な穴・スリット・抜き形状を、一度の工程で同時に加工できる
- バリ・歪みが少ない — 後加工の手間を減らせるため、トータルコストで有利になるケースが多い
- 材料の特性を損なわない — 加工熱がかからないため、磁性材や精密部品の特性を維持できる
フォトエッチングのデメリット
- 厚板加工は不得意 — 一般的に板厚1.0mmを超える材料は加工効率が落ち、別工法が適することが多い
- 大量生産では単価が上がる場合がある — 数十万個レベルの量産では、プレス加工の方がコスト面で有利になることがある
- 立体形状そのものは作れない — フォトエッチングは「平面の切り出し」が基本。立体に仕上げるには曲げや組立などの二次加工を組み合わせる
「他社で断られた」と相談されることが多い加工
当社には「他社で断られた」というご相談が多く寄せられます。代表的なケースは次のようなものです。
- 1個〜数個レベルの試作で、金型を作るほどの数量がない案件
- 個人の方からの加工依頼(ホビーや研究用途など)
- 色入れ・立体エッチング・鏡面材加工など、手作業の比率が高い加工
- 多品種で、それぞれの数量は少ないという案件
こうした案件はマニュアル化しづらく、加工メーカーによって対応可否が大きく分かれます。当社では「内容にもよりますが、まずはご相談ください」をお答えのスタートラインとし、図面段階から一緒に検討させていただいています。
■ ご相談ください
フォトエッチングの可否判断や、ほかの加工方法との比較検討にお悩みでしたら、図面の段階で構いませんのでお問い合わせフォームからご相談ください。フォトエッチング歴27年の代表が、最適な加工方法をご提案します。
フォトエッチングとプレス・レーザー加工の違い
薄板の加工方法としては、フォトエッチング以外にプレス加工・レーザー加工・ワイヤーカット加工などが挙げられます。それぞれに得意領域があるため、部品の仕様・数量・予算に応じて使い分けるのが基本となります。
4つの薄板加工方法を比較
代表的な薄板加工方法を、加工原理・対応板厚・特徴・コスト感などの観点で比較すると、次のようになります。
| 項目 | フォトエッチング | プレス加工 | レーザー加工 | ワイヤーカット |
|---|---|---|---|---|
| 加工原理 | 化学的腐食 | 金型による打ち抜き | レーザー光による溶融 | 放電による溶融 |
| 対応板厚の目安 | 0.01〜1.0mm | 0.1〜数mm | 0.5〜10mm程度 | 0.5〜数十mm |
| 応力・熱影響 | ◎ 応力ゼロ・熱影響なし | △ 打ち抜き応力あり | △ 熱影響あり | ○ 熱影響小 |
| バリ・歪み | ◎ 少ない | △ バリあり(要除去) | △ ドロスあり | ○ 少ない |
| 金型・治具 | ◎ 不要(マスクのみ) | × 専用金型が必要 | ◎ 不要 | ◎ 不要 |
| 試作・小ロット | ◎ 1個から可 | × 不向き | ○ 対応可 | ○ 対応可 |
| 大量生産 | △ 数量により単価上昇 | ◎ 量産に最適 | ○ 中量に向く | △ 加工速度が遅い |
| 複雑形状 | ◎ 同時加工可能 | ○ 金型による | ○ 連続切断 | ○ 高精度 |
表からもわかるように、フォトエッチングは「薄板・複雑形状・小ロット試作」に強い加工方法です。一方、量産が確定していて板厚も1mmを超えるような部品では、プレスやレーザーが選ばれるケースが多くなります。
用途別の使い分けの目安
実務上の使い分けの目安を整理すると、次のようになります。
- フォトエッチング向き — 板厚1mm以下、試作〜中ロット、複雑形状、磁性材や精密部品、バリを嫌う部品
- プレス加工向き — 量産が確定している、形状が単純〜中程度、年間数万個以上のロット
- レーザー加工向き — 板厚1mm以上、形状の自由度が必要、中ロット程度
- ワイヤーカット向き — 厚板で高精度(±0.005mmレベル)、硬度の高い材料、量はそれほど多くない
「これらの加工が一概に競合する」というより、設計段階から最適な工法を選ぶことで、品質・コスト・納期のバランスが取れます。当社で承った案件でも、お問い合わせの段階でフォトエッチング以外の工法をおすすめすることがあります。
フォトエッチングで対応可能な材質・板厚・サイズ
フォトエッチングは、エッチング液との反応で形状を作り出す加工方法のため、対応材質・板厚・サイズには加工メーカーごとの得意領域があります。当社で対応している主な仕様は次の通りです。詳細は対応スペック・素材ページでも公開しています。
当社のフォトエッチング対応スペック
| 項目 | 対応範囲 |
|---|---|
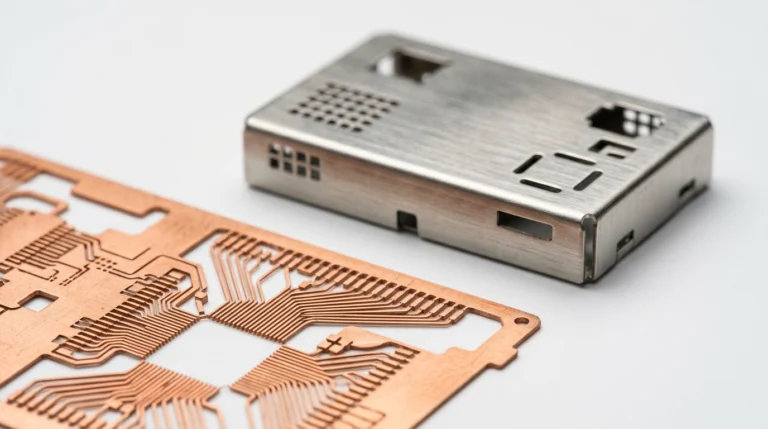
| 対応材質 | SUS304、SUS316、SUS430、銅各種、リン青銅各種、ベリリウム銅、洋白、真鍮 など |
| 板厚 | 0.01〜1.0mm(材質・形状によっては1.0mm超もご相談可) |
| 極薄箔の実績 | 0.005mmの加工実績あり |
| 最小の穴サイズ・線幅 | 板厚に依存(要問合せ) |
| 最大ワークサイズ | 400 × 600mm(加工内容によってはこれ以上もご相談可) |
| 寸法精度 | 基本 ±0.05mm(板厚により変動) |
| ロット対応 | 1個〜数万個(製品の大きさによる) |
| 最短納期 | 材料在庫がある場合、1週間程度(更に短縮もご相談可) |
0.005mmという極薄箔の加工について
当社の特徴のひとつは、0.005mmという極薄箔のフォトエッチング加工実績がある点です。これは一般的なフォトエッチングメーカーで対応している板厚の最薄レンジで、医療機器・電子部品・センサー部品などで採用されています。
板厚が薄くなるほど、ハンドリング中の変形や折れ曲がりに対する配慮が必要となります。当社では、極薄材専用の梱包・搬送ラインを社内で運用し、検査・出荷工程まで「板厚の薄い物が多い」ことを前提とした品質管理を徹底しています。
エッチング後の二次加工も社内+協力工場で一貫対応
フォトエッチング単体では平面の切り出しまでで完結しますが、実際の製品では曲げ・色入れ・印刷・メッキ・組立まで含めて1つの部品として仕上げるケースが多くあります。
当社では、これらの二次加工を社内のネームプレート・シルク印刷ラインや、メッシュインサート成形ラインと連携しながら、必要に応じて協力工場と一貫体制でご提供しています。お客様にとっては「窓口は1つ、納品は完成品」となるため、調達工数の削減につながります。
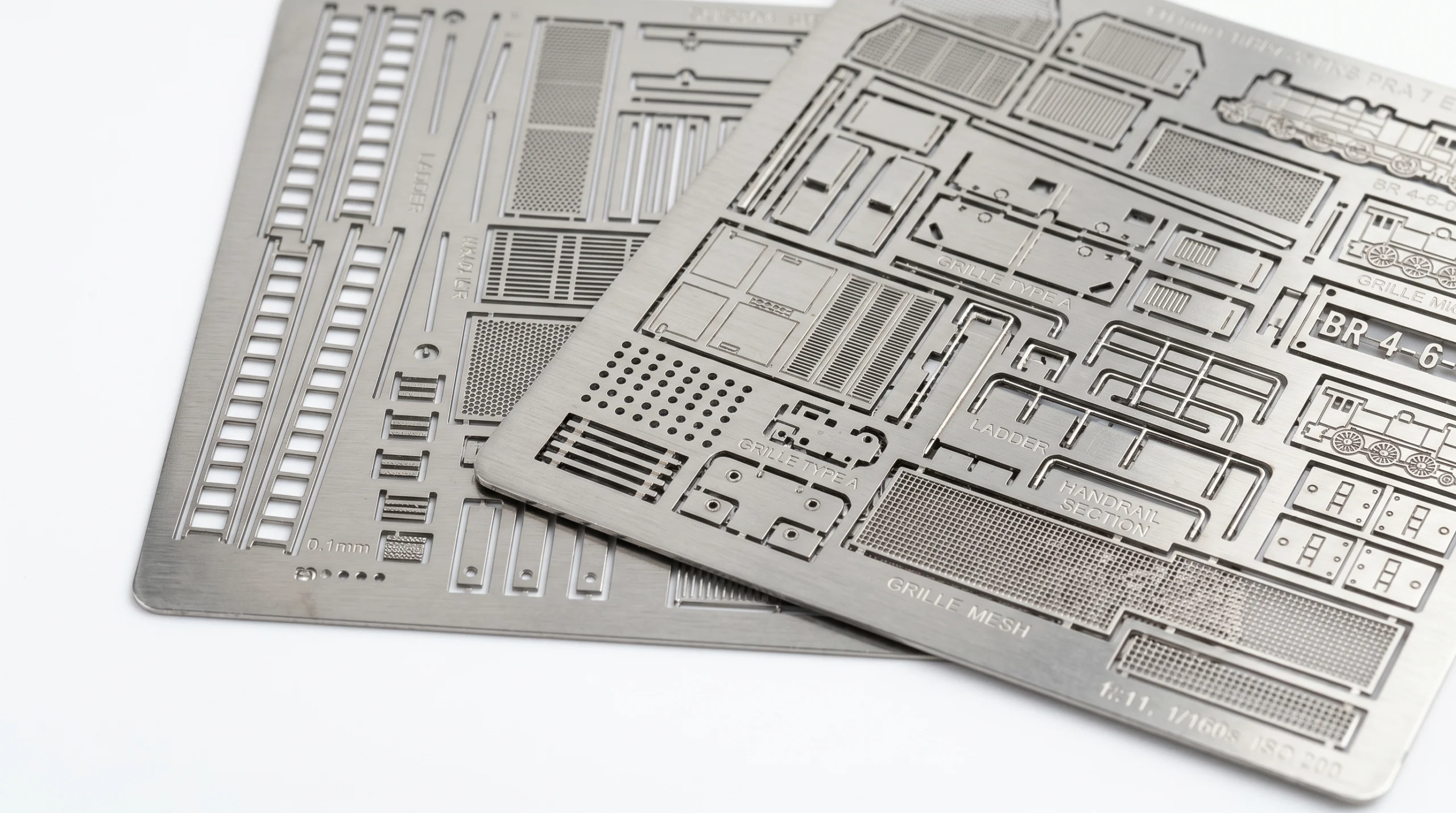
加工事例|鉄道模型用 SUS304 t=0.1mm 部品の小ロット製作
ここからは、フォトエッチングの実際の活用例として、当社が手がけた加工事例をご紹介します。フォトエッチングが「どんな部品に向いているか」をイメージしていただきやすい題材として、鉄道模型製作メーカー様向けの金属部品の事例を取り上げます。
お客様の課題
ご相談いただいたのは、鉄道模型用の金属部品の製作でした。求められた仕様は次のようなものです。
- 業界 — 鉄道模型製作メーカー
- 部品 — 鉄道模型のディテール表現用 金属パーツ
- 材質 — SUS304 CSP(ステンレス冷間圧延ばね材)
- 板厚 — t = 0.1mm
- 仕様 — 鉄道模型ならではの「実物のリアルな再現」が求められ、極めて微細な抜き形状が必要
- ロット — 試作レベル(画像の製品で2枚)
お客様からのご要望は、「小ロット・多品種で、納期にも柔軟に対応してほしい」という点に尽きました。鉄道模型業界では、量産部品とは異なり試作・短期サイクルでの開発が多く、金型を起こすほどの数量にならないことがほとんどです。
当社からの提案・解決策
本案件は、まさにフォトエッチング加工が得意とする領域でした。当社からは次の提案を行いました。
- 材料を当社在庫品から選定 — 対象のSUS304 CSPを当社の在庫材から手当てし、材料調達の時間を圧縮
- 0.1mmという薄板への応力ゼロ加工 — 微細な抜き形状でも、板の歪みや反りが出ないようにフォトエッチングで対応
- 2枚という極小ロットへの柔軟対応 — 試作1個から受け付ける体制を活かし、数量による断りはせずに加工
マスク設計の段階では、鉄道模型ならではの「ディテール表現としてどこまで細かく抜くべきか」をお客様と擦り合わせた上で、フィルムマスクへ反映しました。
結果と、この事例から見えるフォトエッチングの強み
結果として、納期を圧縮しつつ、リアルな金属表現を実現するパーツをお届けすることができました。お客様からは「小ロット・短納期にここまで対応してくれるメーカーは少ない」とのお声をいただいています。
この案件からも見えるように、フォトエッチングは「数を作る」加工方法というよりも、「他の加工では難しい、薄くて細かい部品を、必要な数だけ作る」加工方法です。鉄道模型に限らず、医療機器の試作部品、研究用センサー、電子部品の評価サンプルなど、用途は多岐にわたります。
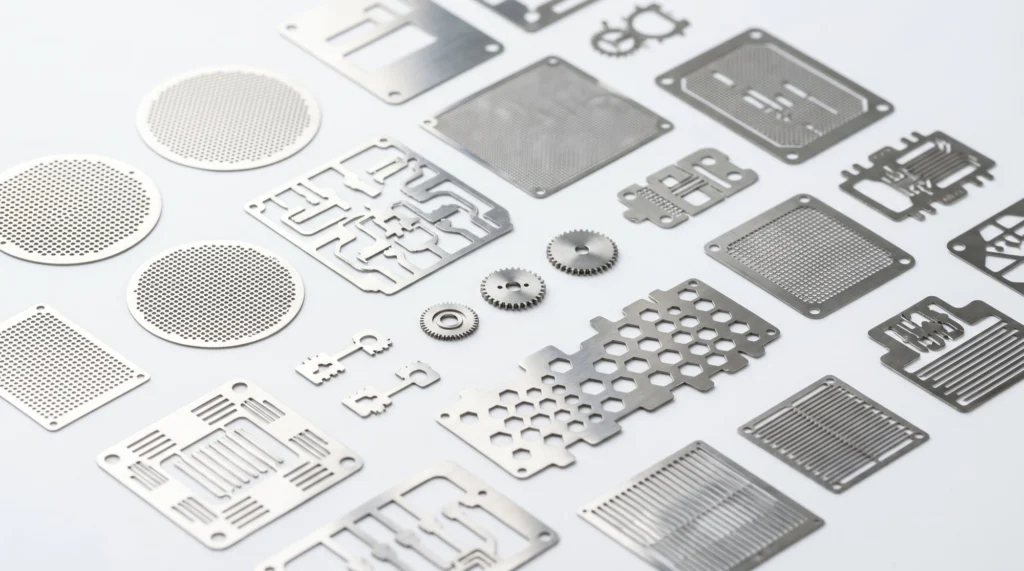
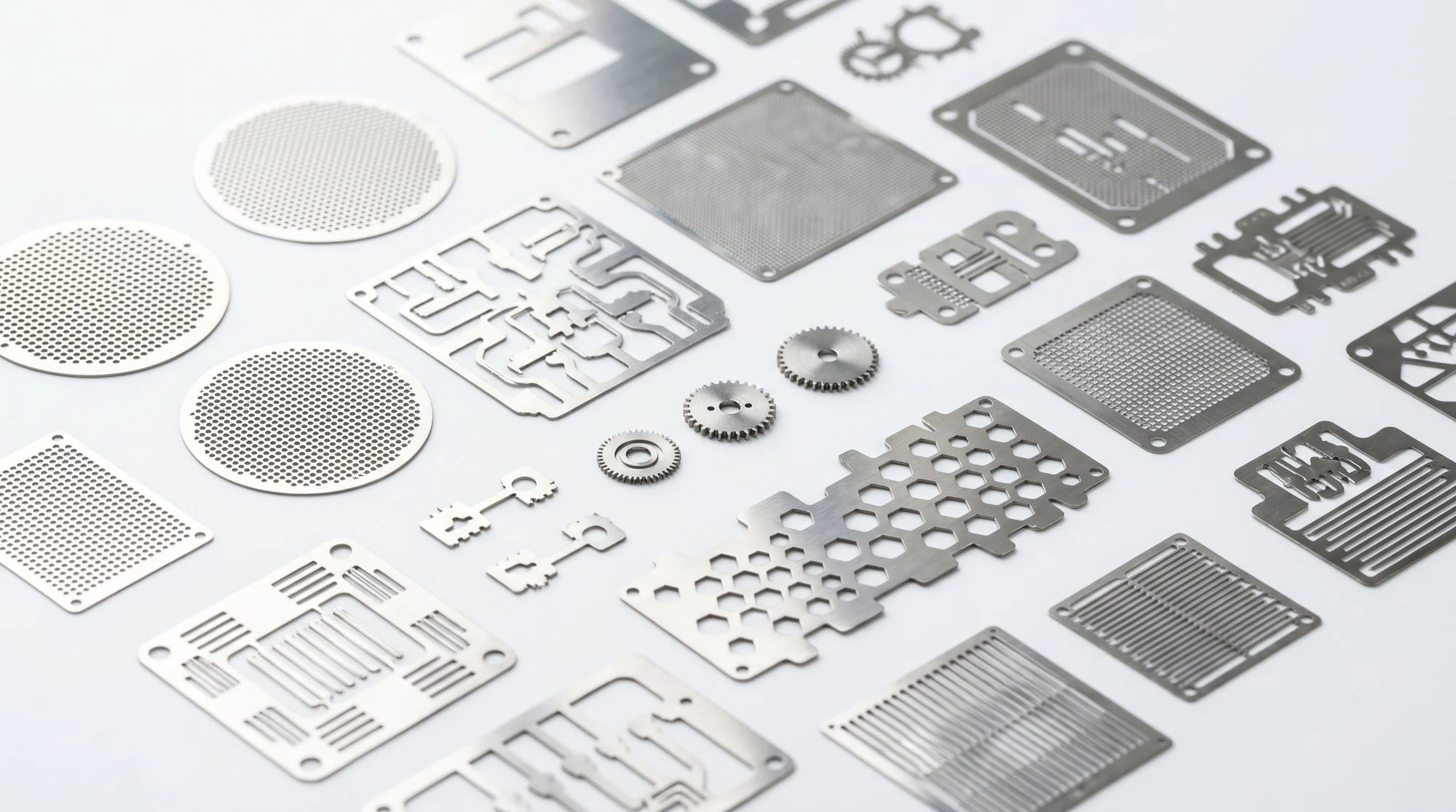
このほかにも、自動車・輸送機器、医療機器、半導体・電子部品、精密機器、家電・OA機器、航空機・宇宙、研究開発用といった幅広い業界の加工事例を、加工事例一覧ページに掲載しています。具体的な部品形状から検討されたい方は、ぜひあわせてご覧ください。
■ お問い合わせ
フォトエッチング加工のことなら、有限会社ソメヤにお任せください。
試作1個・個人の方からのご依頼・他社で断られた案件まで、図面段階からご相談を承っています。
お問い合わせフォームはこちら / お電話: 04-7133-0551(平日 8:30〜17:30 / 土日・祝定休)